紅外測溫儀和雙色高溫計在鋼鐵生產過程中的應用
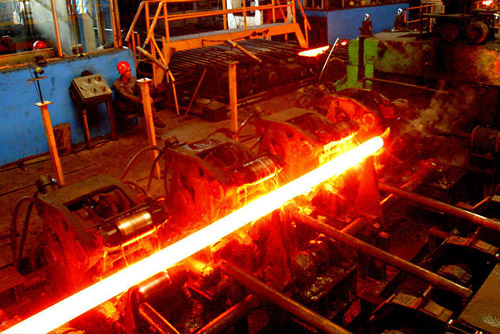
紅外測溫儀可以廣泛的應用于鋼鐵生產過程中,對生產過程的溫度進行監(jiān)控,對于提高生產率和產品質量至關重要。生產過程的溫度是否在工藝所要求的范圍之內;加熱爐溫度是否太低或太高;軋機是否需要調整,或者需要冷卻到何種程度。紅外測溫儀可精確地監(jiān)視每個階段,使鋼材在整個加工過程中保持正確的冶金性能。紅外測溫儀可以幫助鋼鐵生產過程中提高產品質量和生產率、降低能耗、增強人員安全、減少停機時間等。雙色紅外測溫儀在鋼鐵加工和制造過程中主要應用在連鑄、熱風爐、熱軋、冷軋、棒材和線材軋制等過程中。
PLUSFO紅外測溫儀集成了數(shù)字電路和雙向通訊(如IRCON的MODLINE5系列),可在控制室內對傳感頭進行遠程參數(shù)設置,使功能增強和控制更趨完美—這對于發(fā)射率變化的金屬材料尤其重要。 要生產出優(yōu)質的產品和提高生產率,在煉鋼的全過程中,精確測溫是關鍵。

連鑄將鋼水變?yōu)楸馀鳌迮骰蚍脚鲿r,有可能出現(xiàn)減產或停機,需精確的實時溫度監(jiān)測,配以水嘴和流量的調節(jié),以提供合適的冷卻,從而確保鋼坯所要求的冶金性能,最終獲得優(yōu)質產品、提高生產率和延長設備壽命。 所選傳感頭的型號由生產過程和傳感頭安放位置決定。如安裝在惡劣的環(huán)境中,視線受到灰塵、水霧或蒸汽的阻擋,光纖雙色傳感頭和一體化比色測溫探頭是最佳選擇。 如需要鑄坯邊緣到邊緣的溫度分布圖,可使用行掃描式紅外測溫儀。

熱軋的類型以及軋制過程中軋機的數(shù)量和類型隨所加工的產品的類型而變化。在鋼材整個生產過程中,連續(xù)在線紅外測溫以及進行機架調整,可保證產品質量及生產線正常使用,并可避免意外停機。高性能雙色測溫儀或1mm波長的行掃描式紅外測溫儀(對于寬板坯)可安裝在除鱗機和粗軋機之前,以幫助操作人員檢查產品溫度是否符合軋制要求,并據(jù)此對粗軋機參數(shù)進行相應的設定。鋼坯進入軋機之前一直持續(xù)冷卻,如果生產線停止工作一段時間,鋼坯可能比再開動前溫度還低。因此軋輥必須作設置以補償溫度的相應變化。 軋輥可由操作員人工設置,或者在每臺軋機前安裝上紅外測溫儀,軋機可自動設置。這就確保軋機設置正確。 為了消除控制冷卻區(qū)內蒸汽和灰塵對測溫的影響,使用比色測溫儀即使在目標的能量被阻擋95%的情況下仍可準確測溫。在熱軋過程中,通常冷卻的鋼板由卷取機卷成鋼卷,以便運輸至冷軋或其它設備處。 為保持層流冷卻區(qū)合理冷卻,在卷取機處需要準確測溫。該點的溫度是至關重要的,因為其決定成卷前的鋼材是否被合理的冷卻。否則不合理的冷卻可能改變鋼材的冶金性能以致造成廢品。由于該點溫度較低且鋼材以20~30米/秒的速度在運行,因此就需要一種具有快速響應時間的低溫系列的紅外測溫儀。生產制造低溫、短波長并且能快速響應的紅外測溫儀是非常難的工作,一定要選擇技術尖端的產品。 有些軋鋼廠成卷方法是在粗軋之后熱鋼成卷,運到工廠的其它地方。然后熱軋開卷,并送入精軋,經冷卻,然后在卷取機上重新成卷。 在熱軋開卷之處,準確測量及監(jiān)視溫度非常重要,因為操作人員依此正確設置精軋機軋輥的參數(shù)。經常在完成精軋冷卻之后進行成卷,鋼卷被運至本廠另一個廠區(qū)冷軋或運至其它工廠。

冷軋使鋼材成為更薄而更平整的產品,這時鋼材是在大約94℃軋制或在環(huán)境溫度下完成的。在各精軋機之間安裝的雙色紅外測溫儀使操作員根據(jù)檢測的溫度變化來對軋機進行調整。

PLUSFO雙色高溫計在另一個高速處理過程是棒材和線材軋制,方坯重新加熱并送去軋制成棒材。在此之后,棒材經過一系列中間軋制,把棒材處理為不同的尺寸。經精軋?zhí)幚恚砂寻舨闹瞥缮习俜N不同的產品。 把方坯重新加熱達到均勻的溫度,對于整個軋制過程是至關重要的,因為棒材溫度不均勻會使設備老化,而且會增加設備的維修停機時間。知道機架間的產品溫度可使操作員按要求調節(jié)軋輥。當產品開始進入冷卻區(qū)時,快速并仔細監(jiān)測冷卻溫度以確保產品冶金性能。如果冷卻控制不好,產品就不能滿足工藝指標要求,導致質量降低或出現(xiàn)廢品。 在有些生產過程中,如高速軋制和振動的細棒或線材產品的溫度測量是很困難的,高性能紅外雙色測溫儀就可以解決這個問題。當目標偏離視場或局部受阻擋(灰塵、蒸汽、障礙物等)的情況下,雙色紅外測溫儀仍能精確測溫,另一種方法就是用掃描附件安裝到雙色紅外測溫儀前端解決線材目標抖動細小的問題。