E1RL-F2-L-0-0粗軋和精軋板坯表面雙色紅外測溫儀
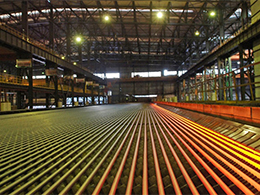
在軋鋼過程中,鋼坯的軋制溫度是關鍵的工藝參數(shù),鋼坯溫度控制的好壞,將直接影響產品的質量。在軋鋼工藝中,鋼坯溫度傳統(tǒng)的控制方法是用熱電偶測量加熱爐內溫度的辦法間接控制。由于熱電偶測得的是爐內腔體的溫度,而不是鋼坯的真實溫度,加上爐內狀況的變化,其內部的溫度分布也存在著一定的離散性,故熱電偶測得的溫度并不能代表每一根鋼坯的實際溫度,而鋼坯一出爐,溫度就通常用肉眼根據(jù)其發(fā)紅的顏色來估計,無法定量地檢測出每根鋼坯的實際溫度。我們根據(jù)軋鋼的工藝特點,在HDIR系列紅外測溫儀上,專門增設了軋鋼測量功能,不但能較正確地測量出每根鋼坯的實際溫度,還可以對鋼坯的根數(shù)進行計數(shù)。其使用方法如下:
將紅外測溫探頭固定安裝在軋機的入口或出口附近,并通過瞄準器對準鋼坯的運動軌跡,使其能掃瞄每一根鋼坯。當每根鋼坯經(jīng)過紅外探頭時,儀表將自動對鋼坯的表面溫度進行快速測量(每10毫秒采集一個數(shù)據(jù)),再經(jīng)信號處理系統(tǒng)進行處理,整理出最高溫度數(shù)據(jù)作為該根鋼坯的實際溫度,從而有效地減小鋼坯表面氧化皮的影響。在每根鋼坯離開時,上排顯示窗顯示并保持溫度值,在下根鋼坯到來時清零。下排顯示窗顯示計數(shù)根數(shù)(計數(shù)范圍0-9999根)。該儀表聯(lián)接打印機,即可打印出每根鋼坯的溫度值、根數(shù)序號和時間。該儀表還帶有上、下限溫度報警信號輸出和數(shù)字通訊接口,可以聯(lián)接計算機或大屏幕顯示儀。使用紅外測溫儀可以為工藝管理提供有效的依據(jù),為提高產品質量創(chuàng)造條件。
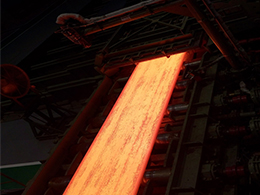
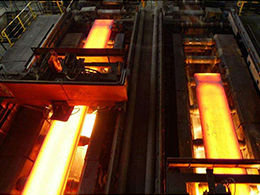
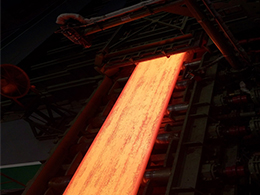
通過E1RL-F2-L-0-0紅外線溫度傳感器來測量板坯表面的溫度,板坯表面的氧化層、水蒸氣、灰塵等增加了測量難度。氧化層的表面溫度不能代表板坯的實際溫度。
精工儀器的雙色紅外測溫儀可以識別板坯氧化的狀態(tài),跳過氧化物精確測量板坯表面的溫度。即使目標被遮擋95%,也不會對測量結果有影響,能有效地克服水蒸氣的影響。測量大目標物體時,目標物體的頭部和尾部,自動調整信號的閥值狀態(tài),避免虛假信號輸出。雙色紅外測溫儀響應時間為10ms,單色紅外測溫儀響應時間為5ms,可以快速的跟蹤溫度的連續(xù)變化。雙色紅外測溫儀圖片中的曲線中,黃色的是精工儀器的測溫曲線,紅色的是國外某高端品牌的測溫曲線。黃色的曲線比紅色的曲線更加清晰,在瞬態(tài)信號的捕捉上,精工儀器的雙色測溫儀也有較強的處理能力。
精工儀器標配不銹鋼防護套(帶吹掃和冷卻功能),設備防護等級IP65,適用于各種工業(yè)場合。
推薦產品選型:
DCTQ1-3514 用于層流冷卻位置的溫度檢測。
DCTQ1--2511 用于卷取機位置的溫度檢測。
DCTQ1-6016-L5 用于板坯下表面的溫度檢測。
E1RL-F2-L-0-0粗軋和精軋板坯表面雙色紅外測溫儀

關鍵詞:軋線棒材鋼坯雙色測溫儀 金屬注射成型燒結爐紅外測溫儀 真空氫氣爐紅外測溫儀 真空熱壓爐紅外測溫儀 核管退火爐紅外測溫儀 晶體材料紅外測溫儀 晶體材料紅外線測溫儀 氮化硅氣壓爐紅外測溫儀 氮化硅氣壓爐紅外測溫儀 碳化鎢氣壓爐紅外測溫儀 CVD 化學氣相沉積爐 石墨純化紅外測溫儀 旋轉粉末燒結爐紅外測溫儀 真空感應熔鑄爐紅外測溫儀 熱風爐拱頂紅外雙色測溫裝置





















