
在軋鋼過程中,鋼坯的軋制溫度是關鍵的工藝參數,鋼坯溫度控制的好壞,將直接影響產品的質量。在軋鋼工藝中,鋼坯溫度傳統的控制方法是用熱電偶測量加熱爐內溫度的辦法間接控制。由于熱電偶測得的是爐內腔體的溫度,而不是鋼坯的真實溫度,加上爐內狀況的變化,其內部的溫度分布也存在著一定的離散性,故熱電偶測得的溫度并不能代表每一根鋼坯的實際溫度,而鋼坯一出爐,溫度就通常用肉眼根據其發紅的顏色來估計,無法定量地檢測出每根鋼坯的實際溫度。我們根據軋鋼的工藝特點,在HDIR系列紅外測溫儀上,專門增設了軋鋼測量功能,不但能較正確地測量出每根鋼坯的實際溫度,還可以對鋼坯的根數進行計數。其使用方法如下:
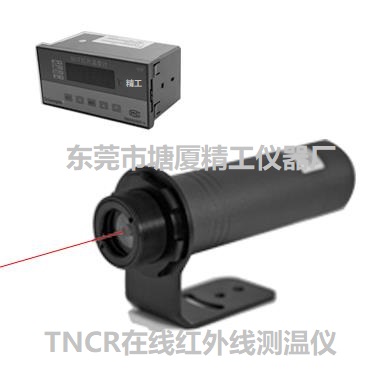
將紅外測溫探頭固定安裝在軋機的入口或出口附近,并通過瞄準器對準鋼坯的運動軌跡,使其能掃瞄每一根鋼坯。當每根鋼坯經過紅外探頭時,儀表將自動對鋼坯的表面溫度進行快速測量(每10毫秒采集一個數據),再經信號處理系統進行處理,整理出最高溫度數據作為該根鋼坯的實際溫度,從而有效地減小鋼坯表面氧化皮的影響。在每根鋼坯離開時,上排顯示窗顯示并保持溫度值,在下根鋼坯到來時清零。下排顯示窗顯示計數根數(計數范圍0-9999根)。該儀表聯接打印機,即可打印出每根鋼坯的溫度值、根數序號和時間。該儀表還帶有上、下限溫度報警信號輸出和數字通訊接口,可以聯接計算機或大屏幕顯示儀。使用紅外測溫儀可以為工藝管理提供有效的依據,為提高產品質量創造條件。
軋線棒材鋼坯雙色測溫儀
產品信息紅外溫度傳感器的工作原理是根據物體的紅外輻射強度計算出物體的表面溫度。非接觸測溫的最大特點是無需接觸即可測量物體的溫度。因此,它可以方便地測量難以接近或移動的目標溫度。激光溫度傳感器采用2 級激光進行同軸瞄準,可以方便地指示測量點的中心位置,并特別標志出最佳的測量距離,適合于需要精確定點測量的小目標的溫度。激光溫度傳感器提供兩線制4-20mA 電流輸出,可以方便地安裝在多種應用場合,特別適合于需要長距離、較強干擾的工業環境的安裝。激光溫度傳感器為激光電路和測量電路提供不同的接線方式,方便用戶的使用。全系列的激光溫度傳感器提供多種溫度范圍,不同的測量波長,不同的光學系數供用戶選擇,滿足用戶不同的測量要求。激光溫度傳感器具備現場發射率調節功能,方便用戶針對不同的被測目標進行現場修正,提高測量結果的有效性,真實性。
型 號 SC-MM0850 /SC- MM1080 /SC-MM1511/ SC-MM3014 /SC-MM6020/ SC-MM9025
·溫度段 80-500℃、 100-800℃、 150-1100℃ 、300-1400℃、600-2000℃、900-2500℃
·響應波長 1μm / 1.6μm/ 2.2μm / 2.6μm/ 3.9μm/ 8-14μm
·精度 1μm -3.9μm: ±0.5%或±2℃(取大者)(23℃±5℃) 8-14μm :±1%或±2℃
·重復精度 ±0.3%或±0.5℃(取大者)(23℃±5℃)
·響應時間 10-150ms (95%)
·發射率 0.100-1.099通過按鍵設置(預置0.95)
·環境溫度 -10 ~ 60℃(無冷卻)
·存儲溫度 -20 – 80℃
·模擬輸出 4~20mA 兩線制電流輸出,最大負載500Ω(數字輸出:RS485-RTU:可選)
·瞄準 激光瞄準(2 級激光,最大輸出功率1mW,650nm)
·環境等級 IP65(NEMA-4) ·電源 12-24 VDC
·尺寸 Φ52mm×163mm
·重量 約710g
·震動: IEC 68-2-6: 任意軸11-200 Hz.3G ·IEC 68-2-27: 任意軸11ms
光學性能和鏡頭 1μm -2.6μm波長產品用戶可根據測量距離選擇光學透鏡。
標準透鏡GF/SF:測量距離480mm以上。
近焦透鏡CF1:200-520mm CF2:120-320mm 1μm -3.9μm產品的光學調焦:
打開瞄準激光,松開測溫儀前端的不銹鋼鎖緊環,用戶可以轉動黑色的調焦組,使得測量目標處的激光光斑最小,最清晰。此時的測溫儀在測量目標處的測量尺寸最小。
假定此時測量距離為L,測溫儀在此距離上的測量直徑為M=L/距離系數。
如果測量距離L為4.0米,測溫儀距離系數為200:1,測溫儀測量直徑則為20毫米。
注意:調焦完成后,應重新鎖緊不銹鋼鎖緊環,以確保測量的可靠性。

關鍵詞:軋線棒材鋼坯雙色測溫儀 金屬注射成型燒結爐紅外測溫儀 真空氫氣爐紅外測溫儀
真空熱壓爐紅外測溫儀 核管退火爐紅外測溫儀 晶體材料紅外測溫儀 晶圓高溫處理爐紅外線測溫儀
氮化硅氣壓爐紅外測溫儀 真空淬火爐高溫計 碳化鎢氣壓爐紅外測溫儀 CVD 化學氣相沉積爐
石墨純化紅外測溫儀 旋轉粉末燒結爐紅外測溫儀 真空感應熔鑄爐紅外測溫儀 熱風爐拱頂紅外雙色測溫裝置